
-1-1-300x169.png)
川崎重工業 船舶海洋ディビジョン コストエンジニアリング部 西尾朗満氏
部門横断で価値を生む、コストエンジニアリング部の役割とは
コストエンジニアリング部は、コスト最適化を目的に、部門横断の改善取り組みを先導する役割を担う部署です。私たちの仕事の特徴は、ひとつの課題に対して、関連する部門をすべて巻き込みながら改善活動を推進していく点にあります。
当初は造船のための材料費を中心に活動していましたが、現在は製造原価、工場内設備費、工間費などへと対象を広げ、単なるコストダウンに留まらず、取引先の製造リードタイム短縮や物流改善、直近では、直接制御できない荷受けの積載効率向上にも取り組んでいます。
また、メンバー構成も特徴的です。設計2名、資材調達1名、製造部門2名と、複数部署出身者の集合体になっています。現場の言葉、設計の前提、調達の事情、製造の安全を同時に扱いながら、各部門の間で“翻訳”し、同じ方向を向けることが、私たちの価値だと思っています。
アナログ業務を変えられると直感。MOVO Berthを坂出工場へ
システム導入のきっかけは、社内の他事業部門からHacobuという会社と、トラック予約受付サービス「MOVO Berth(ムーボ・バース)」の存在を知ったことでした。
当時、坂出造船工場 工作部 物流管理課の荷受け業務はアナログでした。そこで私は、物流管理課に対してMOVO導入を打診し、事前検討、運用開始、改善取り組みまで、約1年にわたり、Hacobuのサポートもお借りしながら伴走して進めてきました。
ここで強調したいのは、「システムを入れて終わり」ではなく、導入を改善活動の起点にすることです。まずは現状を正しく理解することから始めました。
まずは現状把握。坂出工場の荷受けは“特殊さ”が前提にあった
坂出工場に納品される貨物は、大きく2種類に分かれます。
- 本州から:機械類・輸入品・大型貨物が、多数の取引先ごとに2か月に一度。庸車・10トン平車で納品
- 近隣から:鉄艤装品と呼ばれる加工品が、ほぼ毎日、自社便・自社ドライバーで納品
造船工場ならではの広さがある中で、物流管理課は、各所に散らばる7か所の荷受けバースを25人で対応していました。
さらに特徴的なのが、大型・重量物の多さです。左から艤装品(鉄の加工品)、中央上が長尺パイプ、中央下が救命艇、右上が大型機械品、そして右下の船の錨など、規格サイズではない貨物が多く、1日の納品トラックは10台前後でも、貨物ごとに段取り替えが必要になります。

大型貨物の荷受けでは、クレーンでの荷下ろしスケジュール確保、吊り治具・天秤の準備、玉掛作業者の配員など、安全に作業を遂行するための準備が欠かせません。つまり、事前の貨物情報の精度が、現場の安全と生産性の前提になるわけです。
5つの課題。2つはMOVO Berthで解けたが、3つは工場固有の“越えるべき壁”だった
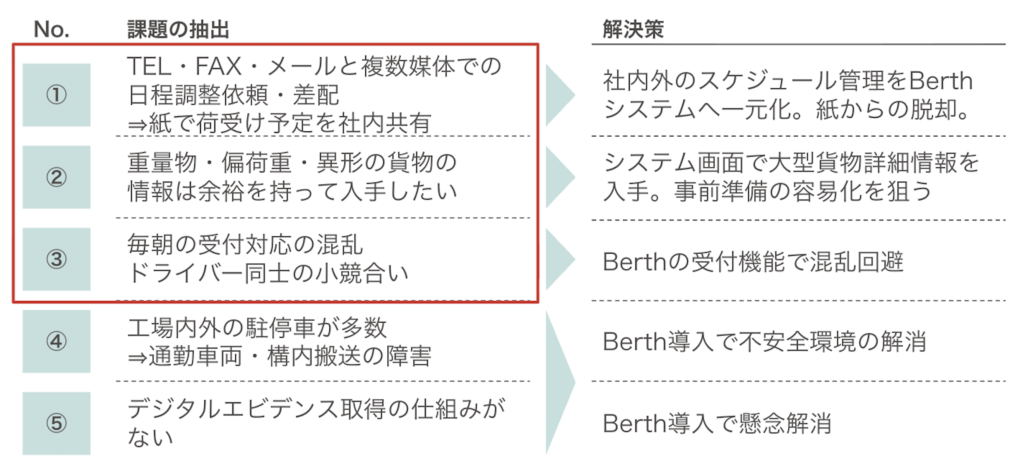
坂出工場 物流管理課にヒアリングをすると、5つの課題があることが判明しました。
荷受け事業者に共通する次の2つの課題は、MOVO Berth導入で解決に至りました。
- ④ 先着順荷下ろしだと勘違いするドライバーが工場内外に多数駐停車する環境を解消したい
(資料内④工場内外に多数駐停車⇨通勤車両・構内搬送の障害) - ⑤ 国交省への報告のための仕組みを作りたい
(資料内⑤デジタルエビデンス取得の仕組みがない)
一方で、次の3つは坂出工場固有の課題でした。単にシステム導入で解決するものではなく、時間を割いて“越えるべき壁”でした。
- ① 納入日程調整~社内伝達が分断され、認識ズレと待機を生む
(資料内①TEL・FAX・メールと複数媒体での日程調整依頼・差配)
TEL・FAX・メールと複数媒体で調整した翌日の予定は、班長から各現場作業員へ紙に転記され連絡されていました。取引先との納品日時の認識相違リスク、社内での更新・変更連携ミスのリスクがあり、それがドライバーの無駄な待機につながりうる構造でした。
- ② 大型貨物の安全荷受けに必要な事前貨物情報が揃わない
(資料内②重量物・偏荷重・異形の貨物の情報は余裕を持って入手したい)
貨物情報の精度は、クレーン計画や吊り治具・天秤の準備、玉掛作業者の配員などに直結します。そのため入力画面は、正確性と利便性を両立させる必要がありました。
- ③ 受付の実態がカオスで、担当者だけでなく部署全員の悩みになっていた
(資料内③毎朝の受付対応の混乱 ドライバー同士の小競り合い)
ここからは、これら工場固有課題(①〜③)をどう解いたか、その過程を具体的に紹介します。
“受付カオス”の正体:現場ヒアリングで見えた、デスクワーク側の想像を超える実態
課題③で触れた受付の実態を、業務ヒアリングで深掘りしていくと、デスクワークの人間には想像できない現場のリアルがありました。
ほとんど情報が記載されていない送り状を手に、ドライバーが受付に多数来所します。しかもそれが始業前後に集中する。受付担当者は毎回、製品と荷下ろし場所を照合させる辞書のような台帳をめくりながら、荷下ろし場所を検索し、ドライバーを誘導し、荷受け場班長へ誘導完了の連絡を入れる。そうした「ドライバー捌き」をしていました。
しかしその最中にも、別のドライバーから「はよして!」「いつまで経っても、誰も呼びに来ない!」とクレームを受ける。そうこうしていると、誘導したはずの待機ドライバーが行方不明になる。急いでヘルメットをかぶり、構内を自転車で捜索する。こういったケースも決してレアではない頻度で発生していた、ということでした。
このカオスの要因は、2つに分類できます。
- 外的要因:送り状に必要な貨物情報が記載されず、取引先に依頼をしても軌道修正が進んでこなかった
- 内的要因:荷受け場所と数千種の貨物の照合が、毎回“辞書をめくらないと成立しない”実務に依存していた
本来ならシステムでなくとも打ち手はあります。しかし現場では長年、日々の忙しさの中で“気合とど根性”で回され、問題の検証が先送りされていました。
MOVO Berthの入力画面設計が、業務標準化とカオス解消を同時に狙う“要”だった
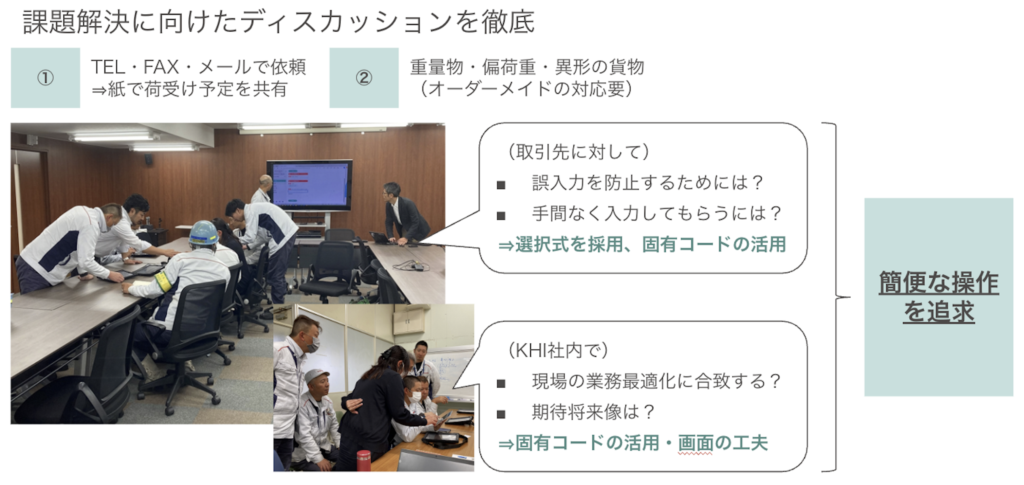
課題①と②に共通する論点は、「取引先に、予約カードの情報入力画面に何を書いてもらうことが、双方の業務最適化につながるのか」でした。そして、課題③(受付カオス)も、この入力画面の設計で解決できるようにしたかったのです。
代表的な検討内容は次の通りです。
- 送り状に記載してほしい情報は自由記述ではなく、選択式とし必須要件にする
- 貨物管理区分という固有コードを使い、共通理解を容易にする
- 予約カードを一目見るだけで、やるべきことが分かるよう画面を工夫する
画面操作を何度も検証し、異なる立場の多くの人が簡便に操作できる画面を追求しました。
現場作業に携わる班長・係長が、自分たちの日々の業務を整流化するために、時間を忘れて「どうやって画面を作ればよいか?」をワイワイ・ガヤガヤ話し込んでいる。その熱量のある議論が、漏れの少ない画面構築につながり、スムーズな導入の助けになりました。
次の壁は社外だった:200社への説明会と「慣例踏襲」の抵抗をどう越えたか
社内の盛り上がりをそのままに、システム利用という点で協力が不可欠な取引先への説明を開始しました。
ここで直面したのが、「法令に対する認識差異」と「長年の慣習」という課題です。つまり、社外の考え方を変えることを越えなければなりませんでした。
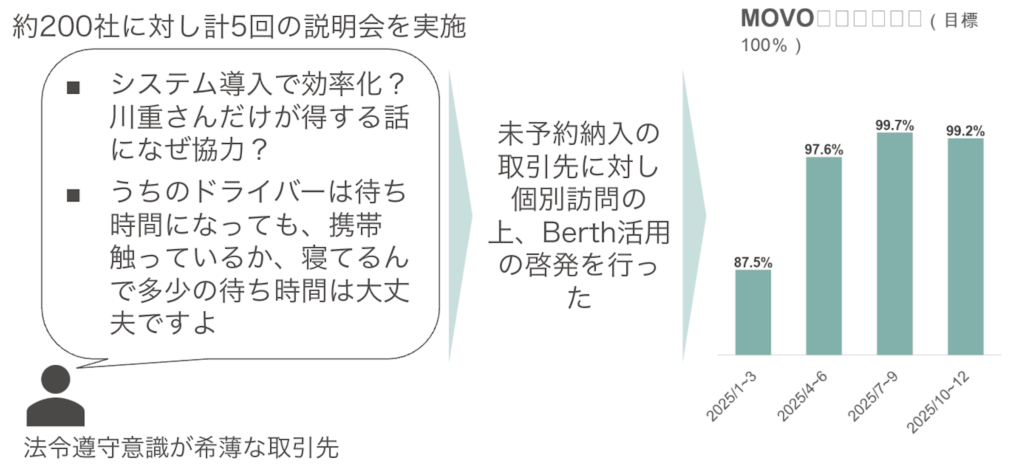
WEBにて約200社へ5回の説明会を実施しましたが、ネガティブな反応としては
- 「システム導入で効率化するって、川重さんだけが得する話になぜうちが協力しないとダメなの?」
- 「うちのドライバー待ち時間は携帯触ってるか、寝てるだけなんで、気にしないでいいですよ」
といった声もありました。
本来は法令遵守に向けた取り組みで、全企業が等しく対応すべきルールです。ですが、企業城下町特有の文化に慣れ親しんだ考え方や、法令遵守よりも慣例踏襲が優先されるような考え方が、地方の中小企業の中には残っており、考えを変えていただくには相当の苦労がありました。
具体的には、そういった取引先の未予約配車を現場よりも先に気づき、何度もメールや電話で説明し、場合によっては神戸から香川県へ説得のため個別訪問しました。法規制の重要性を説明し、「一緒に良い物流環境を作りましょう。結果的に、それが御社の業務改善や生産性向上につながりますよね」と丁寧に対話することを心掛けた結果、予約率の向上を段階的に実現させました。
なぜ“現場主導”の好循環が生まれたのか。鍵は「可視化」と「言語化」
なぜ前向きな取り組みを継続できたのか。要因は2つあります。
1つ目は、データによる可視化です。従来の経験・勘に頼った曖昧さではなく、データの可視化により、数値・論拠に沿って目指すべき方向の意思統一を図りました。具体的なゴールイメージを共有することで、物流管理課はコストエンジニアリング部を伴走者として認める一方、課題に対する解決者は自分たちなのだという意識の変化が生まれました。この変化の要因は、改善の活動と成果を“言語化”し、周囲に伝えられる状態にしたことです。
データの可視化を起点に改善活動を実施し、活動を言語化して発信し、好評価を得たことによって自信と責任感が生まれ、さらにデータを用いた改善が進む。この好循環が現場に現れるようになりました。
コストエンジニアリング部に「おんぶにだっこ」という姿勢を取らなかった物流管理課は、坂出工場における改善の主役となり、自らさらなる改善活動を進めるようになっていきました。
BI活用に“社内アドバイザー化”と続く進化。そしてMOVO Berthが横展開されていく
物流管理課は、MOVO Berthの画面から改善点を抽出するだけで飽き足りず、MOVOからダウンロードしたCSVデータをBIツールに読み込ませ、荷受け業務をさまざまな切り口で可視化した情報を坂出工場内へ発信するように進化しました。
これを見た坂出工場内の他部署(少量の荷受けを担っている部署)から「自分たちも同じように取り組みたい」と相談があり、物流管理課は、他部署の業務標準化のアドバイザーにもなっています。
つい半年前まで、受付でドライバーに囲まれて冷や汗をかき、FAXを片手に電話で日程調整をしていた部署が、このように変貌を遂げました。
川崎重工業の中に生まれた“新しい風”と、縦割りを越える仕組みづくり
最後に、現在MOVO Berthがどのように川崎重工業内に広がろうとしているか。また、川崎重工業の企業文化の中に生まれた“新しい風”についてお話しします。
坂出工場 物流管理課は、当社にあるさまざまな事業部門の中の一部門です。ですが、2025年秋に導入を始めた同じディビジョンの神戸工場だけでなく、私たちが先行して得た経験や資料は、他工場・事業部門へも惜しみなく展開しています。
では、なぜ製品も違う、工場も違う、普段顔を合わせることのない部署同士が、良い協力関係を築けているのか。
私が転職してきた約10年前当時、川崎重工業は縦割り色の強い会社だなという印象でした。技術・調達という切り口では事業横断の会議体が本社主催で開催されていましたが、物流面でそのような会議体はなく、各事業部門の物流部署は個々に情報収集や物流会社との交渉をする環境でした。
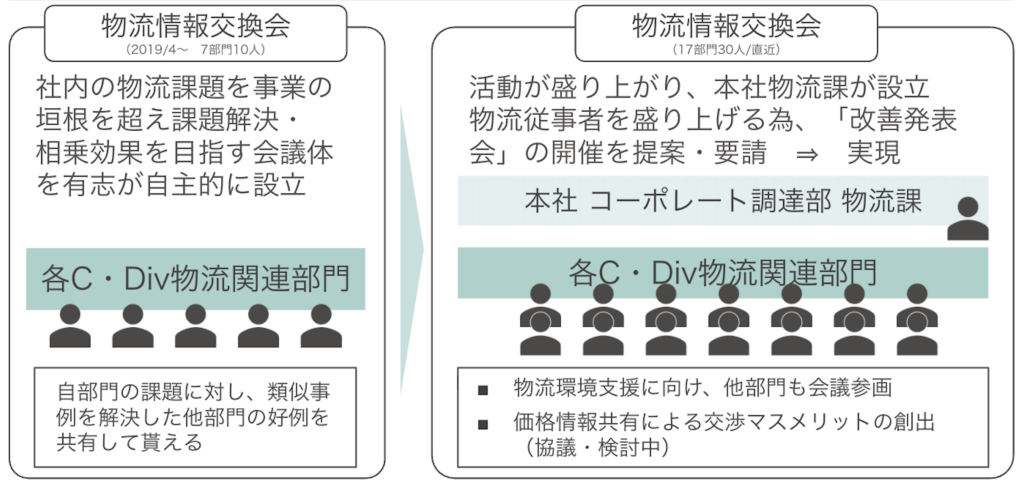
そこで2019年4月、私を含む物流に携わる担当者が「社内の物流を共有したいし、何とかしたい」と思い、本社が会議を開催していないのなら自分たちで作ればよい、と情報共有の場を作るための声掛けを始めました。
「物流情報交換会」と名付けた活動の盛り上がりをきっかけに、2024年1月には本社調達本部に物流課が新設され、物流に携わる人が部署の垣根を越え協力し合う仕組みが社内に整いつつあります。
物流は、体で例えるなら「血流」だと考えています。どんな技術や製品があっても血流である物流が機能しなければ健全な企業ではありえない。物流が企業の中で果たす役割は非常に重要です。ここに携わる者として自負を持ち課題に向き合っています。場合によっては独力でなく、外部の力も得ながら、より良い物流を発信していける個人であり、会社でありたいと考えています。-1-300x169.png)


